




مطلب حاضر در رابطه با سیستم های برش جت آب می باشد.امروزه جت های آب یکی از ماشین های ابزار مهم و حیاتی در صنعت به شمار می روند.به خاطر این نقش مهم بنده بر خود لازم دونستم تا مطلبی جدید و کامل را برای شما ترجمه کنم. در ادامه حاصل کار بنده را خواهید دید..متن پیش رو را در انتها در یک فایل متنی PDF برای دانلود شما قرار داده ایم و همچنین تعدادی فیلم هم برای درک بهتر مطلب در میان متن به صورت لینک فراهم نموده ایم…. بیش از همه امیدوارم که این مطلب سودمند نه برای کپی بلکه برای فهمیدن باشد. در صورت کمی و کاستی حتما ما را با خیر سازید…
جت های آب
مفهوم،عملکرد،مقایسه و برتری ها
جت آب یک اصطلاح عمومی برای بیان تجهیزاتی است که از یک جریان فشار بالای آب برای اهداف برشکاری و تمیزکاری بهره گرفته است. جت ساینده زیر شاخه ای از جت آب است که از مواد ساینده برای تسریع امر برش استفاده می کند. جت آب خالص یا جت آب-تنها اصطلاحاتی هستند که برای بیان جت آبی است که در آن از مواد ساینده استفاده نشده است.
تاریخچه
در سال 1950 میلادی مهندس جنگلبانی، نورمن فرانز(Norman Franz) برای برش الوار نوعی ابتدایی از دستگاه های برش جت آب را به کار بست. به هر حال دانش فنی آن تا سال 1970 زمانی که محمد حشیش( Mohamed Hashish)شگردی برای اضافه کردن مواد ساینده به جت های برنده آب خلق کرد، پیشرفت برجسته ای نداشت.امروزه جت های آب در خیلی از جنبه های برشکاری بی نظیر هستند و همچنین راه تولید بسیاری از محصولات را تغییر داده اند.انواع مختلفی از جت های آب امروزه موجودند که شامل،جت های آب ساده(بدون مواد افزوده)،جت های آب به همراه مواد ساینده، جت های آب ضربه ای،جت های کاویتاسیونی آب و جتهای هیبرید می باشند.
در الفاظ دیگر: جت ساینده و جت آب خالص هر دو نوعی از جت های آب هستند و جت آب نیز خود نوعی از ماشین ابزار ها محسوب می شود.
بسیار رایج است که واژه جت آب را برای جت ساینده به کار می برند که در بعضی موارد باعث سردرگمی می شود.در این متن ما برای اشاره به مطالبی که شامل جت آب خالص و جت آب ساینده است از یک واژه “جت آب” استفاده می کنیم، اما برای اشاره به موارد اختصاصی، از هر یک به صورت جداگانه نام می بریم.
جت های آب چگونه کار می کنند
آب خروجی از شیرهای معمولی را در نظر بگیرید که تحت فشار 6000 پوند بر اینچ (PSI) یا 4000 بار،قرار بگیرد و از طریق یک سوراخ بسیار کوچک بیرون رانده شود. آب را با سنگ ساینده مخلوط کرده، حال شما یک جریان باریک آب در حال گذر سرعت بالا را دارید که اغلب مواد را با سرعت زیاد می ساید.
برخی از جت های آب “جت آب خالص” اند که دارای ذرات سنباده در جریان آب نیستند. اینها برای برش مواد نرمی همانند غذا، لاستیک و فوم استفاده می شوند.نمایی ساده از عملکرد
مشاهده فیلم از نحوه برش
جت های آب چه چیزهایی را میتوانند برش دهند، چه چیزهایی را نمی توانند
جت های آب می توانند هر ماده ای را که به صورت ورقه ای درآید و در مقابل آنها قرار داده شود برش دهند.
عمومی ترین این مواد، فلزات می باشند( به خصوص آلومینیوم، چرا که نسبتا نرم است و سریعا برش می خورد) برای اینکه جت های آب میتوانند شکلهای پیچیده را در دقت های بالا با سرعت زیاد و صرفه اقتصادی خوب، برش دهند.از آنجاییکه فلزات رایج ترین موادی هستند که توسط کارگاه های تراشکاری، برشکاری می شوند، جت های آب هم به برش بسیاری از فلزات گرایش پیدا کرده اند.
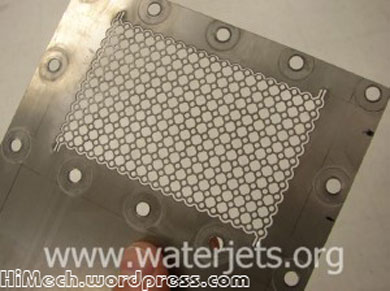
جتهای آب به طور معمول سنگ و شیشه را هم برش می دهند،این از آن جهت است که جت های آب میتوانند اشکال پیچیده ای را که با شیوه های مرسوم تراشکاری قابل دست یافتن نیستند ،حاصل کنند. این مواد برای هنرمندانی که میخواهند با این مواد و جت های آب کار کنند دارای محبوبیت می باشد چرا که هر چه آنها به رویا و تصور خویش انگارند میتوانند توسط این دستگاه خلق کنند.
از معدود موادی که جت های آب قابلیت برش آنها را ندارند میتوان به الماس و شیشه آبدیده اشاره کرد. الماس ها در مقابل برش بسیار سخت هستند(و ممکن است اندک مواد بسیار سخت دیگر هم که برش داده نشوند، موجود باشد). شیشه آبدیده هنگامی که با جت آب برش داده شود خرد می شود( شیشه آبدیده به طوری طراحی شده است که در زمان گسیختگی خرد شود و به همین دلیل است که عموما در شیشه جلوی اتومبیل به کار برده می شود).
خلق طراحی های پیچیده
تعداد معدودی مواد سرامیکی پیشرفته در مقابل برش سختی بسیار بالایی دارند که برش با جت آب برای آنها مقرون به صرفه نیست. برخی از مواد کامپوزیتی (لایه هایی از مواد مختلف که به حالت ساندویچ روی هم قرار گرفته اند) نمی توانند توسط جت آب برش داده شوند چرا که آب نمی تواند بین لایه ها نفوذ کرده و ماده را “ورقه روقه” می کند. بسیاری از مواد کامپوزیتی به خوبی برش می خورند، بهرحال فنونی برای برش کامپوزیت های لایه ای هم موجود است.
هزینه آنها چه مقدار است؟
جت های آب به طور معمول به صورت سیستم های کامل عرضه میگردند، شامل یک پمپ آب فشار بالا، یک سیستم برای موقعیت دهی دقیق نازل جت آب، یک مخزن برای جمع آوری آب خارج شده و یک تغذیه مواد ساینده. قیمت آنها در بازه بین 50000 دلار تا 300000 دلار می باشد که یک سیستم جت آب متوسط میانگین دارای قیمت 150000 دلار می باشد.
قیمت ها برای یک سیستم به خصوص یا بسیار بزرگ برش جت آب از این مبالغ هم، می تواند به صورت قابل ملاحظه ای بالاتر رود.
سیستم های جت آب در حال حاضر ابزاری برای کارگاه های خانگی نیستند. شما آنها را در کارگاه های تراشکاری و صنعتی در حال استفاده، خواهید یافت. از جمله عوامل دیگر، نیازمند بودن به یک برق صنعتی برای راه اندازی پمپ ها می باشد(که میتواند بیشتر از 50 آمپر از شبکه بکشد; برخی از پمپ ها برای شروع اولیه خود نیازمند 250 آمپر می باشند).
برای منفعت در کار با جتهای آب رویکرد اقتصادی تر آنست که برای تولید قطعات با یک کارگاه مجهز به این سیستم ها ،کار کنیم. کارگاه های مذکور می توانند طرح های کامپیوتری که شما خلق کرده اید را برای ساخت دقیق قطعاتی که شما می خواهید، قبول کنند.
اصول بنیادین جت های آب
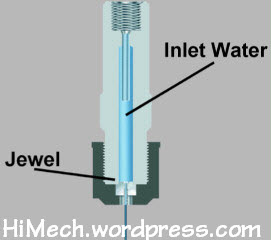
جت های آب سریع، انعطاف پذیر و دارای دقت معقول هستند و در سالهای اخیر برای استفاده، ساده و آسان گشته اند. آنها از دانش فنی آب فشار بالا که از یک سوراخ کوچک ( معمولا “روزنه” یا “جواهری” نام دارد) عبور داده شده است برای تمرکز مقدار زیادی انرژی در یک منطقه کوچک استفاده می کنند. محدودیت روزنه بسیار کوچک سبب به وجود آمدن یک فشار بالا و یک باریکه سرعت-بالا می شود، بیشتر شبیه زمانی است که شما انگشت خود را بر انتهای شلنگ آبیاری قرار دهید.
جت های آب خالص از باریکه آب که از روزنه خارج میگردد استفاده میکنند تا مواد نرمی را همانند پارچه ها، تخته های شکلات، و چوب های نازک و نرم، اما برای برش مواد سخت کارگر نیستند.
آب ورودی برای یک جت آب-خالص، تحت فشار 20000 تا 60000 پوند بر اینج مربع PSI یا (1300 تا 6200 بار) می باشد. که به سمت یک سوراخ کوچک در “جواهری” سر فشرده می شود، که عموما دارای قطری بین 0.007″ و 0.020″ (0.18 تا 0.4 میلیمتر) می باشد. این یک سرعت بسیار بالا را به وجود می آورد، که یک باریکه بسیار نازکی از آب( به همین علت برخی از افراد از “جت آب” به عنوان “لیزر آب” یاد می کنند) در حرکت، با سرعتی نزدیک صوت می باشد(حدود 600 mph یا 960 km/hr).طراحی عمومی برای یک نازل جت آب-خالص
یک جت ساینده هم همانند یک جت آب-خالص شروع به کار می نماید. زمانی که جریان باریک آب “جواهری” (Jewel) را ترک می کند مواد ساینده به جریان اضافه شده و مخلوط میگردند. آب سرعت-بالا که از “جواهری” خارج میگردد یک خلا به جود آورده که سبب کشیدن مواد ساینده از لوله ورودی این مواد گشته، که در نهایت با آب در مجرای مخلوط شدن(Mixing Tube)، مخلوط می گردد. باریکه آب ذرات مواد ساینده را شتاب می دهد تا سرعت کافی برای برش مواد سخت تر داشته باشند.
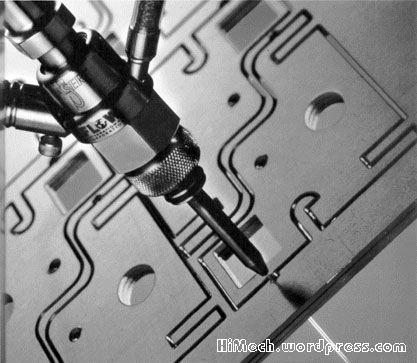
قدرت برش جت ساینده دو برابر است. نیروی آب و مواد ساینده، سبب ساییدن مواد شده، حتی اگر جت ساکن باشد(که همان چگونه برش خوردن مواد در آغاز عملیات است). قدرت برش هنگامی که جریان جت ساینده از عرض ماده عبور کند بسیار افزایش پیدا می کند و سرعت جابه جایی ایده آل به عوامل مختلفی وابسته است از جمله ماده، قواره قطعه، فشار آب و نوع مواد ساینده.کنترل کردن سرعت نازل جت ساینده برای یک ماشین کاری باصرفه و کارآمد بسیار تعیین کننده می باشد.نمایی از یک نازل جت ساینده
تصویری از نازل مشابه اما بدون حفاظ در حال برش چند قطعه.
برانگیخته شدن نازل جت آب در هوایک نازل جت آب ساده در سمت چپ یک نازل جت ساینده.
یک نازل جت ساینده سوار بر روی دستگاه. شیلنگ سفید رنگ در کنار نازل مواد ساینده را به نازل می رساند.
در فیلم زیر نازل جت آب را به مقدار چند اینچ از سطح کار بالا می آوریم و برای چند ثانیه در هوا افروخته می کنیم. به یاد داشته باشید که از این جریان باریک آب حدود 30 اسب بخار قدرت عبور میکند.
مشاهده فیلم
برش آلومینیوم 1/2″ در نمایشگاه صنعت Westec
این فیلم چند سال پیش در نمایشگاه صنعت Westec سال 1977 یا پیشتر،گرفته شده است. این فیلم برش را از زوایای مختلف نشان می دهد، به همراه توصیف کار.
مشاهده فیلم
برش یک فوم زیرماوسی
یک زیر ماوسی پهن، که در کنار کیبورد پهن میشود، از فوم بریده می شود.
مشاهده فیلم
دوست عزیز، به سایت علمی نخبگان جوان خوش آمدید
مشاهده این پیام به این معنی است که شما در سایت عضو نیستید، لطفا در صورت تمایل جهت عضویت در سایت علمی نخبگان جوان اینجا کلیک کنید.
توجه داشته باشید، در صورتی که عضو سایت نباشید نمی توانید از تمامی امکانات و خدمات سایت استفاده کنید.










 پاسخ با نقل قول
پاسخ با نقل قول


















علاقه مندی ها (Bookmarks)